

В двигателе поршень с шатуном образуют так называемую шатунно-поршневую группу. При этом необходимо выделить отдельно поршневую группу, состоящую из поршня, поршневого пальца и поршневых колец. Сами поршневые кольца в свою очередь делятся на компрессионные (два верхних кольца) и маслосъемные (одно нижнее кольцо) кольца. Маслосъемные кольца могут быть выполнены цельными, либо разборными.
Существует два вида соединения поршня с шатуном:
• с плавающим пальцем;
• с фиксированным пальцем.

Соединение поршня с плавающим пальцем
При таком соединении шатуна с поршнем поршневой палец может проворачиваться как в верхней головке шатуна, так и в бобышках поршня. Поршневой палец фиксируется при помощи стопорных колец, для которых выполнены специальные проточки в бобышках поршня. При сборке необходимо всегда устанавливать только новые стопорные кольца.
В верхнюю головку шатуна в таких соединениях запрессовывается бронзовая втулка.
При сборке правильно подобранный поршневой палец, смазанный маслом, должен проходить в головку шатуна от усилия большого пальца руки.

В бобышки поршня палец должен входить с небольшим натягом и не выпадать из него при переворачивании. Для соединения поршня с шатуном поршня нагреваются в горячей воде с температурой 65-85 °С.
Поршневой палец подбирается к поршню одного класса (группы). Группы метятся цветной меткой на бобышках поршня или его днище, а на поршневом пальце не его торце. Необходимо подбирать поршня и пальцы одной группы, допускается применение соседней группы, но с обязательной проверкой соединения пальца с поршнем.
Соединение поршня с фиксированным пальцем
В данном случае поршневой палец неподвижен в верхней головке шатуна, но поршень подвижен в соединении с поршневым пальцем. Это всем известные моторы АвтоВАЗа. Для соединения с поршневым пальцем шатун нагревают до температуры 240 °С и с помощью специального приспособления быстро соединяют с пальцем, так как шатун быстро остывает. Остывший шатун «намертво» зажимает палец в своей головке (натяг 0.01-0.042мм) и потому нет необходимости в какой-либо фиксации поршневого пальца. В таких шатунах бронзовая втулка не устанавливается.
В соединении поршня с шатуном, поршневой палец служит осью качания шатуна. Это необходимое условие, так как при возвратно-поступательном движении поршня, необходимо, чтобы верхняя и нижняя головки шатуна имели шарнирное соединение.
Например, в верхней головке шатуна это бронзовая втулка (плавающий палец), а в нижней головке – вкладыш шатуна на шейке коленчатого вала.
Поршневой палец воспринимает все силы, возникающие между поршнем и шатуном. Это сила инерции, появляющаяся во время изменения направления движения поршня, сила давления сжимаемой топливной смеси или воздуха в дизелях, а также и огромная сила давления расширяющихся газов (до 4 тонн). Дополнительно палец получает еще и изгибающее усилие, и усилие среза.
Подобные нагрузки могут привести к тому, что палец может получить овальность, что приведет к его заклиниванию в бобышках поршня или верхней головке шатуна. Овальность поршневого пальца может служить и причиной возникновения трещин в бобышках поршня и его разрушения.

Большинство современных двигателей имеют в своей конструкции соединения поршня с шатуном плавающие пальцы.
Устройство и обслуживание автомобилей Тойота
- Home
- Сборка узла «поршень — шатун»
Содержание
Сборка узла «поршень — шатун»
1.(1ZZ—FE, 2ZZ—GE) Соберите шатунно-поршневую группу.
а) Используя отвертку, установите новое стопорное кольцо с одной стороны в отверстие бобышки поршня.

Примечание : убедитесь, что замок стопорного кольца не совпадает с прорезью бобышки.
б) Постепенно нагрейте поршень до температуры 80 — 90°С.

в) Нанесите немного моторного масла на поршневой палец и в отверстия бобышек поршня.
г) Совместите метки «перед» поршня и шатуна и установите поршневой палец.

д) Используя отвертку, установите второе новое стопорное кольцо с другой стороны отверстия бобышки поршня.

2.
(1NZ—FE, 2NZ—FE) Соберите шатунно-поршневую группу.
а) Нанесите немного моторного масла на поршневой палец и в отверстие бобышек поршня. Совместите метки «перед» поршня и шатуна.

б) Запрессуйте поршневой палец помощью спецприспособления.

в) Убедитесь, что поршень свободно поворачивается на поршневом пальце.
3. Установите поршневые кольца,
а) Установите расширитель и два скребка маслосъемного кольца.
б) Экспандером для монтажа поршневых колец установите два компрессионных кольца; причем метки колец (если есть) должны быть обращены вверх, как показано на рисунке.
Метка:
1компрессионное кольцо:
2компрессионное кольцо:

в) Установите поршневые кольца в канавках так, чтобы их замки располагались, как показано на рисунке.
Примечание : не совмещайте замки колец.

(1NZ-FE, 2NZ-FE, 2ZZ-GE)
1 — замок компрессионного кольца №1, 2 — замок нижнего скребка маслосъемного кольца, 3 — замок компрессионного кольца №2, 4 — замок верхнего скребка маслосъемного кольца.
1 — замок компрессионного кольца №2, 2 — замок нижнего скребка маслосъемного кольца, 3 — замок компрессионного кольца №1, 4 — замок верхнего скребка маслосъемного кольца.
2. Установите вкладыши шатунных подшипников.
а) Совместите выступ вкладыша с выточкой в нижней головке шатуна и с его крышкой.
б) Вставьте вкладыши в нижнюю головку шатуна и в крышку шатуна.
Поршни с шатунами
На днище поршня нанесено обозначение группы поршня по диаметру юбки, на передней части поршня — ремонтной группы и ремонтного размера поршня. Для облегчения индивидуального подбора поршней к цилиндрам каждый из размеров ремонтной группы подразделяют на размерные группы, в которых размеры поршней по диаметру юбки следуют через 0,01 мм. Все операции подбора поршней по цилиндрам необходимо проводить при температуре окружающей среды 17… 23 °С.
Для облегчения индивидуального подбора поршневых пальцев поршни по диаметру отверстия под поршневой палец подразделяют на четыре размерные группы. Маркировку размерной группы по диаметру отверстий под поршневой палец осуществляют нанесением краски на бобышку поршня.
При замене поршней без замены гильзы цилиндров верхнюю кромку (буртик) гильзы, которая образовалась в результате износа гильзы под верхним поршневым кольцом, целесообразно обработать шабером или мелкозернистым шлифовальным кругом, установленным на пневматической или электрической дрели.
Поршни к цилиндрам следует подбирать так, чтобы зазор между стенкой цилиндров и юбкой поршня был 0,03…0,05 мм. Зазор определяется лентой-щупом толщиной 0,08 мм, шириной 10… 13 мм и длиной не менее 200 мм. Ленту-щуп протягивают через зазор между поршнем и цилиндром при неподвижном поршне с усилием 25… 45 Н, При этом поршень должен быть обращен днищем вниз, а лента-щуп должна находиться в плоскости, перпендикулярной оси отверстия под поршневой палец. Подбор поршней можно проводить не выпрессовывая гильзы из блока или после их выпрессовки. После подбора поршней к гильзам цилиндров необходимо на днищах поршней выбить порядковые номера цилиндров.
Посадку пальца в бобышках поршня выполняют с натягом 0,0025… 0,0075 мм. Допуск цилиндричности пальца равен 0,00125 мм в радиусном выражении. Стопорные кольца поршневого пальца следует устанавливать в канавках поршня с некоторым натягом, т.е. они не должны проворачиваться от усилия руки. Кольца, потерявшие упругость, следует заменить.
Шатуны
Нижнюю головку шатуна обрабатывают в сборе с крышкой, поэтому при разборке, контроле и сборке следует сохранять комплектность шатуна и крышки шатуна. Крышки шатунов центрируют по шлифованным поверхностям шатунных болтов. Ремонт верхней головки шатуна обычно заключается в выпрессовывании, запрессовывании и растачивании втулки. Усилие запрессовки втулки должно быть не менее 7 000 Н, При ремонте верхней головки шатуна размеры под втулку и палец должны соответствовать размерам, рекомендованным заводом-изготовителем. Для подбора пары поршневой палец — шатун размеры верхней головки шатуна (диаметр от-верстия под втулку) подразделяют на размерные группы, которые отличаются друг от друга на 0,0025 мм.
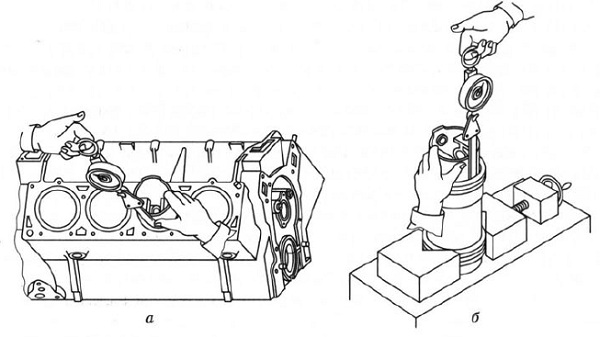
Рис. Подбор поршня к гильзе с помощью ленты-щупа:
а — гильза запрессована в блок цилиндров; б — гильза выпрессована из блока цилиндров
Сборка шатунно-поршневой группы
Для сборки шатуна с поршнем нужно подобрать поршневой палец к втулкам верхней головки шатуна и бобышкам поршня. Для соединения с шатуном поршень нагревают в масле или в электронагревательном приборе до температуры 55 °С. При этом палец в отверстие бобышки нагретого поршня должен входить плавно от усилия большого пальца правой руки. В таком соединении после охлаждения поршня появляется необходимый натяг 0,0025 …0,0075 мм.
Затем нужно сверить порядковые номера поршней и шатунов. Шатун закрепляют в тисках, устанавливают поршень, их соединение фиксируют пальцем. Поршень при сборке с шатуном должен быть установлен так, чтобы метка на днище поршня была направлена к передней части двигателя. Бобышка, выштампованная на шатуне для левой группы цилиндров, также должна быть направлена к передней части двигателя, т.е. в одну сторону с меткой на поршне. Для правой группы цилиндров при сборке поршня с шатуном бобышка шатуна должна быть направлена к задней части двигателя, а метка на днище поршня — к передней части.
После соединения и проверки шатунно-поршневой группы следует закрепить стопорными кольцами палец в бобышках поршня, затем тщательно протереть подобранные по канавкам и подогнанные к цилиндрам поршневые кольца и установить их на поршни с помощью специального приспособления. Поршни в сборе с шатуном необходимо проверить по массе. Детали комплекта, установленного на одном двигателе, не должны отличаться по массе более чем на 12 г, т.е. шатуны должны соответствовать по массе одной группе. Для установки поршней с шатунами в цилиндры блока нужно выполнить следующие операции:
- повернуть блок двигателя, установить его на стенде вертикально, передней частью вверх;
- последовательно, один за другим брать поршни с шатунами в сборе;
- тщательно протереть салфеткой постель под вкладыши в нижней головке шатуна;
- отвернуть гайки и снять крышку шатуна;
- установить шатун с поршнем.
При этом рекомендуется надеть на шатунные болты специальные колпачки из латуни или меди, предохраняющие зеркало гильзы цилиндров от повреждений.
Затем необходимо проверить и продуть отверстие в нижней головке шатуна, служащее для разбрызгивания масла на стенки цилиндра, вставить вкладыши в шатун и в крышку, протереть салфеткой верхние вкладыши шатуна и поршень, установить на поршень кольца, располагая внутреннюю выточку вверх, развести стыки компрессионных колец по окружности поршня примерно на 120°. После установки развести стыки компрессионных колец на 180°.
Далее следует протереть салфеткой гильзы цилиндров блока и шатунную шейку, смазать чистым маслом, применяемым для двигателя, поверхность шатунного вкладыша, поршня, поршневых колец и гильз цилиндров, вставить поршень с шатуном в цилиндр, направив метку на днище поршня к передней части двигателя с помощью специального приспособления, довести подшипники шатуна до шейки коленчатого вала, продвигая поршень по цилиндру с помощью деревянной оправки, смазать маслом шейку вала и подтянуть нижнюю головку к ней, снять предохранительные наконечники с шатунных болтов и поставить на место нижнюю крышку шатуна, закрепив ее шатунными гайками.
Перед окончанием сборки нужно проверить суммарный осевой зазор между торцами шатунов и шатунной шейки коленчатого вала с помощью щупа и окончательно затянуть болты шатунных подшипников динамометрическим ключом. После затяжки каждой пары шатунных подшипников следует проворачивать коленчатый вал. Момент прокручивания вала при правильно подобранных радиальных зазорах в подшипниках должен быть не более 100 Нм. Аналогичные операции нужно провести при установке в цилиндры остальных поршней с шатунами.